当前石油化工、轻工、塑料、印刷等行业排放的有机废气处理为直燃式焚烧炉和蓄热式热氧化器(称RTO)。蓄热式热氧化器的蜂窝陶瓷能够将燃烧机的热量储存起来,当陶瓷的温度超过有机废气的着火点时,即使炉内无火,炽热的蜂窝陶瓷也能把有机废气点燃。蓄热式热氧化器具有能耗低、 性好、应用范围广泛等优点,是一种很有发展前景的VOCs气体处理方法。我公司是从事有机废气处理设备生产的_制造厂家, 多年来一直致力于涂装废气处理的研究与制造,秉承“不断积累、持续改善、努力创新”的精神,参照德国_技术,研制开发的 HRTO 型系列蓄热式热力焚化炉。 在国内相关行业较多成功使用的案例,并且得到了众多的应用和验证。产品的 性、稳定性、可靠性也得到了提升,基本达到了国外同类产品的_水平,可以替代进口设备的使用。

VOCs废气处理现状
挥发性有机化合物(VolatileOrganicCompounds,VOCs)是石油化工过程以及各种使用有机溶剂的行业,如喷漆、印刷、制药、煤化工等行业排放的 常见的污染物。该类化合物多数具有刺激性气味和毒性。部分已被列为致癌物;多数VOCs气体易燃易爆,对企业生产 造成威胁。
蓄热式氧化处理方法
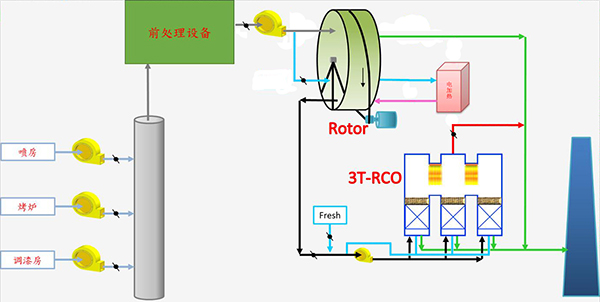
热氧化法是应用热氧化和催化氧化技术来破坏排放物中的有机物的方法。蓄热式热氧化器(RegenerativeThermalOxidizer,RTO)与目前国内使用的其他热氧化技术的不同之处,是使用陶瓷或其他的高密度惰性材料床从排出燃烧的气体中吸收并且存储热量,再将热量释放给冷的进口气体,而不是采用管壳式进行两种流体间的换热,RTO可达到98%以上的热回收效率。
蓄热式热氧化器的工作原理是:有机废气经预热室吸热升温后,进入燃烧室高温焚烧(升温到800℃),使有机物氧化成二氧化碳和水,再经过另一个蓄热室蓄存热量后排放,蓄存的热量用于预热新进入的有机废气,经过周期性地改变气流方向从而保持炉膛温度的稳定。
RTO的特点
废气处理量大、效率高
RTO宜用于处理2~8g/m3浓度的有机废气,对于低热值气体(如乙酸乙酯等)浓度可达12g/m3,特别适用于难分解组分的焚化[3]。相对于其他处理技术(例如换热式热氧化),RTO的主要优点在于热回收率能达到98%,而其他系统只能达到约70%的热回收率。高的热回收率使补充燃料的使用量显著减少,从而节约运行费用。尤其是处理量大、有机物含量低的工业气体,效果 加显著。
如果要保证较高的飞灰去除率(DestroyedRemovalEfficiency,DRE),RTO的高热回收效率也具有能够提供较高的热氧化温度的优势。如此便易于处理难分解的有机物,而系统操作费用的增加却很小。DRE达到98%~99%是这些系统的典型特点。对于RTO系统,在填料床中实现很高的预热温度导致热氧化过程实际在床层中就发生了,这些系统的预热温度通常明显高于大多数有机物的自燃温度。
节能环保、易维护
应用结果显示,对于给定尺寸的RTO,使用规整填料相对于使用松散填料具有以下优势:(1)较高的热效率可降低年燃料费用(为60%~65%);(2)较低的压力降可降低年电力费用(为14%~78%);(3)由于降低了堵塞能力和提高了清洁能力,停歇时间和维持费用也有所降低。但是,规整填料在制造和安装上 昂贵,单位体积的成本是传统散装填料的5~10倍。所以应用规整填科比应用散装填料的投资费用要高5%~20%。

RTO在国内的应用
目前,国内绝缘材料行业和覆铜板生产行业所采用的废气焚烧炉大部分是直燃式焚烧炉。虽然这种焚烧炉的造价较低,但燃油的消耗也较大。在燃油价格不断飙升的 ,节约燃油、降低成本已经是每个企业都非常重视的问题。实际上,只要在直燃式焚烧炉中增加蓄热体(蜂窝陶瓷)就可以达到节约燃油的目的。在直燃式废气焚烧炉中增加蓄热体以后,不仅起到了蓄热的作用,而且还起到了 个火源的作用,在燃烧机“熄火”状态下,有机废气碰到炽热的蜂窝陶瓷时,就会着火燃烧。将直燃式废气焚烧炉改造成蓄热式废气焚烧炉的费用很低,因此,国内绝缘材料行业和覆铜板生产行业所使用的直燃式废气焚烧炉都可以改造,也很有 进行改造。
蓄热式热氧化处理技术相对于以前的直燃式焚烧处理技术有明显的优势,该技术在国外已经很成熟,但由于成本原因,在我国尚未普及,蓄热式的概念也只在少数工业窑炉上有所体现。在当前能源价格飙升的背景下,组织力量研究开发并推广使用该项技术,不仅能够节约能源和减少环境污染,还可获得可观的经济效益和显著的杜会效益。
我们所有产品均经过反复技术测试,所有工序均经过严格管控。如果您有环保需求,可以随时与我们沟通,我们会为您提供合理的环保方案,保证您的工厂环保达标。