店铺信息

泊头市博丰量具机械有限公司


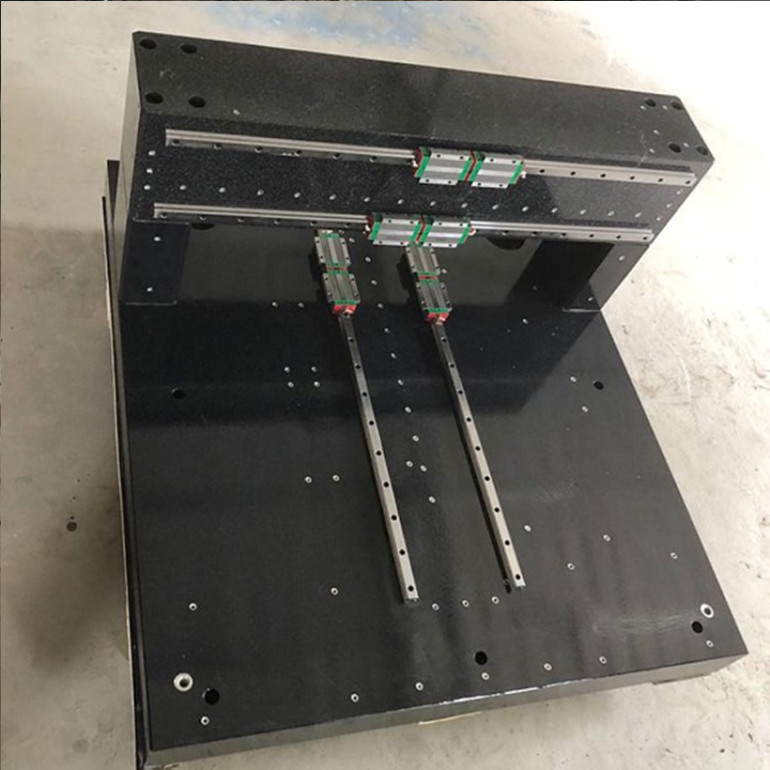
数控机床床身铸件的产品介绍:
数控机床床身铸件优先采用砂型铸造,主要原因是砂型铸造较之其它铸造方法成本低、生产工艺简单、生产周期短。当湿型不能满足要求时再考虑使用粘土砂表干砂型、干砂型或其它砂型。机床床身铸件按国家标准GB9439-88制造。树脂砂型刚度好,浇注初期砂型强度高这就有条件利用铸铁凝固过程的石墨化膨胀,有效地消除缩孔、缩松缺陷,实现灰铸铁、球墨铸铁件的少冒口、无冒口铸造。
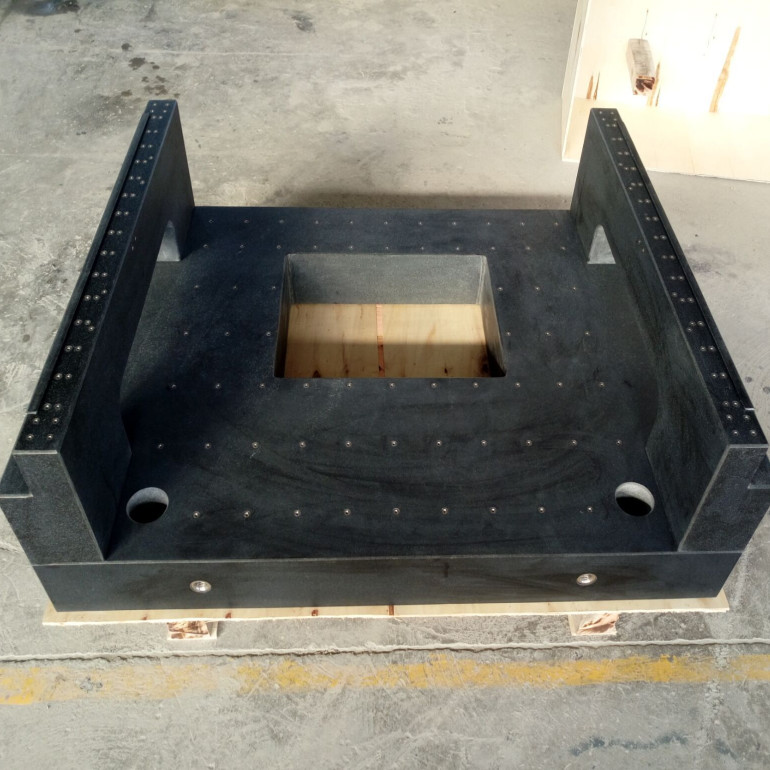
数控机床床身铸件生产工艺:
我公司有一条完善的树脂砂生产线,各种机床床身铸件均采用树脂砂、消失模铸造。这种工艺使得铸件尺寸精度高,均匀一致,不扣箱,铸件无飞边、毛刺;表面光滑度接近精密铸造,内部结构稳定,排除或降低了砂眼、气空等铸造缺陷,整个生产过程三级环保,没有污染。
数控机床床身铸件的优点:
1、树脂砂型刚度好,浇注初期砂型强度高,这就有条件利用铸铁凝固过程的石墨化膨胀,有效地消除缩孔、缩松缺陷,实现灰铁铸件、球墨铸件的少冒口、无冒口铸造。
2、实型铸造大型铸件生产中采用聚苯乙烯泡塑模样,应用味喃树脂自硬砂造型。当金属液浇入铸型时,泡沫塑料模样在高漫无边际金属液作用下迅速气化,燃烧而消夫,金属液取代了原来泡汪塑料所占据的位置,冷却凝固成与模样形状相同的实型铸件。